Tempo di lettura: 4 minuti
Cos'è il Cpk?
Il Cpk misura:
1) quanto è vicina la media delle letture al centro dei limiti delle specifiche inferiore e superiore (idealmente, la media delle letture deve essere uguale al centro dei limiti delle specifiche); e 2) quanto sono diffuse le letture (idealmente, la deviazione standard delle letture dovrebbe essere zero). Maggiore è il Cpk, migliore è la capacità del processo di soddisfare i propri requisiti.
Nello specifico, un Cpk inferiore a 1,66 richiede uno sguardo più approfondito. Un Cpk inferiore a 1,33 richiede un'azione per aumentarlo e un Cpk inferiore a 1,0 significa che il processo non è in grado di soddisfare i suoi requisiti.
Un Cpk basso significa una di queste tre cose: la media è lontana dal centro delle specifiche, la deviazione standard delle letture è alta (cioè, le letture sono troppo diverse tra loro), esistono entrambe le condizioni.
La deviazione standard (Stdev), o scarto quadratico medio è un indice di dispersione statistico, vale a dire una stima della variabilità di una popolazione di dati o di una variabile casuale. Si calcola nel seguente modo:
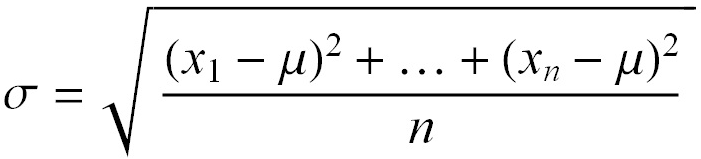
σ=Deviazione standard Stdev;
X=Valori delle misurazioni;
μ=Media delle misurazioni;
n=Numero di misurazioni;
Se la media dei dati di processo è più vicina al limite di specifica inferiore LSL e la deviazione standard dei dati di processo è Stdev, allora:
Cpk = (Media-LSL) / (3 Stdev)
Se la media dei dati di processo è più vicina al limite di specifica superiore USL, allora:
Cpk = (USL-Media) / (3 Stdev)
Il Cp (Capacità di processo) invece si calcola nel seguente modo:
Cp = (USL - LSL) / (6 Stdev)
Valori di Cp considerati accettabili sono:
- Cp > 1,33 - soddifacente;
- 1 < Cp < 1,33 - accettabile;
- Cp < 1 - inadeguato;
Relazione tra gli indici:
- Cpk è sempre minore o uguale a Cp
- Cpk è uguale a Cp solo in un processo perfettamente centrato
- Cp rappresenta il più alto valore possibile di Cpk
- Cp non può essere calcolato per processi con un solo limite di specifica
- Cpk può essere calcolato in processo con un solo limite di specifica
La maggior parte delle valutazioni sono valide solo se la dimensione del campione utilizzata è "sufficientemente grande". Si ritiene generalmente che abbastanza grande sia circa 50 valori di dati indipendenti.
Un esempio pratico
Una linea di montaggio di automobili (o elettrodomestici ecc..) ha alcuni serraggi critici effettuati con avvitatori (che siano essi dinamometrici o no) e chiavi dinamometriche.
Con centinaia di viti da serrare tutti i giorni, come è possibile assicurare serraggi sempre conformi alle specifiche? E' possibile prevedere se le strumentazioni, seppure i serraggi siano ancora in target, stiano peggiorando le proprie prestazioni?
In caso di errore, come è possibile capire cosa è successo nelle auto già prodotte?
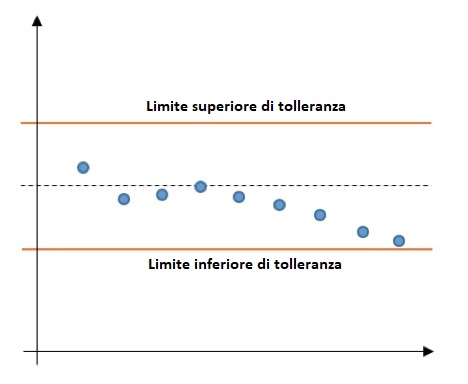
Le carte di controllo basate su Cpk e Cp forniscono un immagine visiva dell’andamento del processo. La macchina o processo possono così essere controllate/riparate prima che vadano fuori controllo.
Nel grafico seguente è possibile vedere una campionatura di serraggi tutti nei limiti richiesti dal processo, è evidente e prevedibile però che lo strumento sta per andare fuori controllo, in questo caso il Cpk sara basso.
Cp alto invece significa che lo strumento ha una buona ripetibilità e quindi poca dispersione, ma non viene considerato il centraggio rispetto alla media dei limiti superiore e inferiore.
Come viene utilizzato il Cp e il Cpk per valutare la ripetibilità di un dispositivo di serraggio?
Un metodo molto utilizzato per valutare la ripetibilità e la precisione di un avvitatore o di una chiave dinamometrica è appunto quello di calcolare il Cp e il Cpk rispetto ad un valore di coppia target, ai limiti di accettabilità superiore e inferiore e ad un numero N di prove (tramite cella torsiometrica).
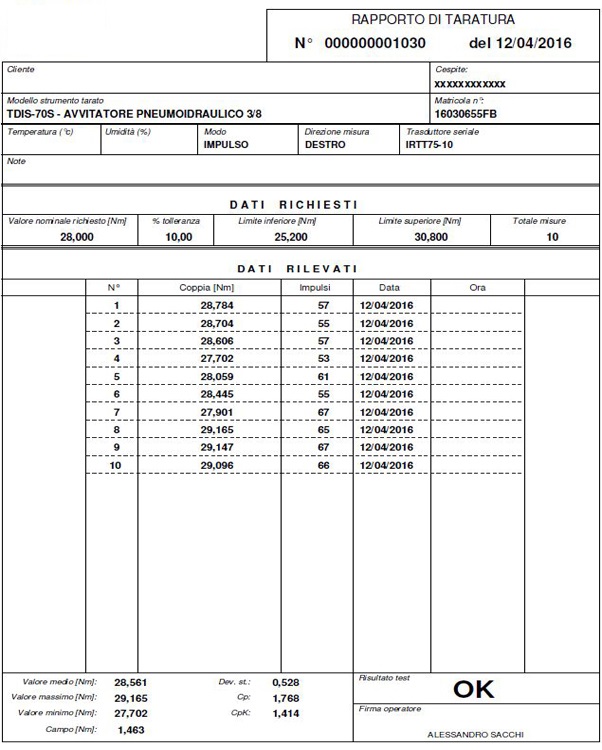
Nell'esempi qui sopra si possono notare il valore target in Nm dell'avvitatore, i limiti superiore e inferiore di accettabilità, le 10 prove effettuate e i dati Cp e Cpk. Si può capire da questo rapporto di taratura che lo strumento testato ha una ripetibilità accettabile (ma non eccezzionale, infatti lo strumento sotto test è un avvitatore ad impulsi idraulici, sicuramente non considerabile uno strumento dinamometrico, in ogni caso un Cpk di 1,414 e un Cp di 1,768 sono dei buoni valori rispetto alle aspettative).
Potete utilizzare il medesimo metodo per eseguire valutazioni più approfondite sugli strumenti di serraggio che utilizzate nel vostro lavoro quotidiano, in questo modo saprete se il processo che utilizzate è sufficientemente affidabile rispetto alle vostre specifiche di qualità.